
Sadržaj:
Profilne cijevi često se koriste u konstrukciji metalnih konstrukcija, u konstrukciji okvira staklenika, u proizvodnji stupova ili kalupa koji su izloženi vibracijama, prilikom ugradnje ograde. Cijevi su izrađene kvadratnog i pravokutnog presjeka, ponekad ovalne. Saznajte kako zavariti profilnu cijev kako bi proizvod bio jak i lijep.
- Što je profilna cijev
- Elektrolučno zavarivanje
- Odabir elektroda
- Plinsko zavarivanje
- Kontaktno zavarivanje
- Korisni savjeti
- Video
Što je profilna cijev
 Profilne cijevi
Profilne cijevi
Profilna cijev je vrsta metalnog valjanja, napravljena je oblikovanjem iz kružne cijevi. Nakon deformacije, toplinsko naprezanje metala se uklanja. Materijal za proizvod je ugljični čelik ili nehrđajući čelik. Presjek cijevi varira od 10? 10 mm do 500? 400 mm. Debljina njihovih zidova je od 1 do 22 mm. Takve cijevi imaju značajne prednosti:
- Veliki izbor veličina omogućuje vam da pokupite materijal za bilo koju metalnu konstrukciju.
- Standardne veličine olakšavaju spojeve dijelova.
- Ujednačena debljina cijevi omogućuje pouzdanu izvedbu šava.
- Glatka površina proizvoda.
- Težina cijevi je manja od ukupnog metalnog valjanja,dizajn je lakši.
Prije zavarivanja profilne cijevi, potrebno je uzeti u obzir savjete stručnjaka o tehnologiji rada. Za zavarivanje čeličnih cijevi koriste se poznate vrste zavarivanja: električni luk, plin, kontaktni i poluautomatski. Razmotrimo detaljno kako kuhati profilnu cijev sa svakom od navedenih metoda.
Elektrolučno zavarivanje

Jednostavnost upotrebe i kvaliteta šavova, kao i mogućnost korištenja elektrolučnog zavarivanja za rad na teško dostupnim mjestima, učinili su ovu metodu vrlo zahtjevnom. Primjena za proizvode debljine stijenke veće od 4 mm zahtijeva pripremu rubova. Aparat za zavarivanje, koji se može iznajmiti, ako ga nemate, morat će ga koristiti.
Profilna cijev je zavarena na različite načine: prema unutra, čipki, šipki ili pod bilo kojim kutom. Kvalificirani zavarivači savjetuju dno šava, ali se morate usredotočiti na vlastite uvjete, možete koristiti horizontalni ili vertikalni šav.
Za rad će biti potrebno:
- aparat za zavarivanje;
- elektrode;
- zaštitna maska i rukavice;
- spojnice za pričvršćivanje cijevi;
- brusni papir i metalna četka.
Odabir elektrode
 Elektrode
Elektrode
Kvaliteta spoja ovisi o tome koje elektrode mogu kuhati profilnu cijev. Elektroda malog promjera neće osigurati krutost šava, a prekomjerna debljina će dovesti do paljenja cijevi. Odgovarajuća elektroda treba održavati podjednako paljenje luka iometati oksidacijske procese.
Profilne cijevi istog promjera zavarene su elektrodama koje nisu fuzionirane koristeći argon kao zaštitni plin.
Izbor promjera elektrode ovisi o veličini stijenki cijevi. Za tanki metal do 2 mm, hoće li elektroda stati? 1,5 mm, za deblji metal u 2-3 mm potrebna elektroda? 2 mm Za metal veće debljine? 4-6 mm je potrebna elektroda? 4 mm
 Ugradnja stola za zavarivanje
Ugradnja stola za zavarivanje
Pojedinosti za zavarivanje su pričvršćene na poseban stol ili izrađene za tu svrhu. Od njih je potrebno ukloniti prljavštinu i maziva. Izvodi se točka metalnog zahvata, kako bi se osigurala konstrukcija. Nakon poravnanja, izvršava se glavni proces. Luk za zavarivanje se pokreće brzinom koja omogućuje da se rubovi rastope, ali metal nema vremena ući unutra.
Ne postoji opća preporuka o tome kako pravilno izvoditi zavarivanje, a optimalna brzina se bira na praktičan način.
Kod tankostijenih cijevi zavarivanje se provodi u jednom koraku, a za spajanje debelog metala potrebno je nekoliko prolaza za zavarivanje svih slojeva. Obrada rubova omogućuje izvođenje nekoliko šavova i smanjenje napetosti metala. Na način lučnog zavarivanja utječu: jačina struje, polaritet, promjer elektrode, napon, tip struje. Snaga struje može varirati od 20 do 90 ampera, izračunava se na temelju debljine elektrode. Pri radu s tankim metalom preporučuje se konstantna struja s obrnutim polaritetom.
U procesu zavarivanjaNastaje šljaka koja smanjuje čvrstoću šava i mora se periodično odrezati. Nakon što se šav ohladi, očisti se. Mjesta, zagrijana na visoke temperature, brže hrđaju, pa zahtijevaju temeljitu zaštitu od korozije.
Plinsko zavarivanje
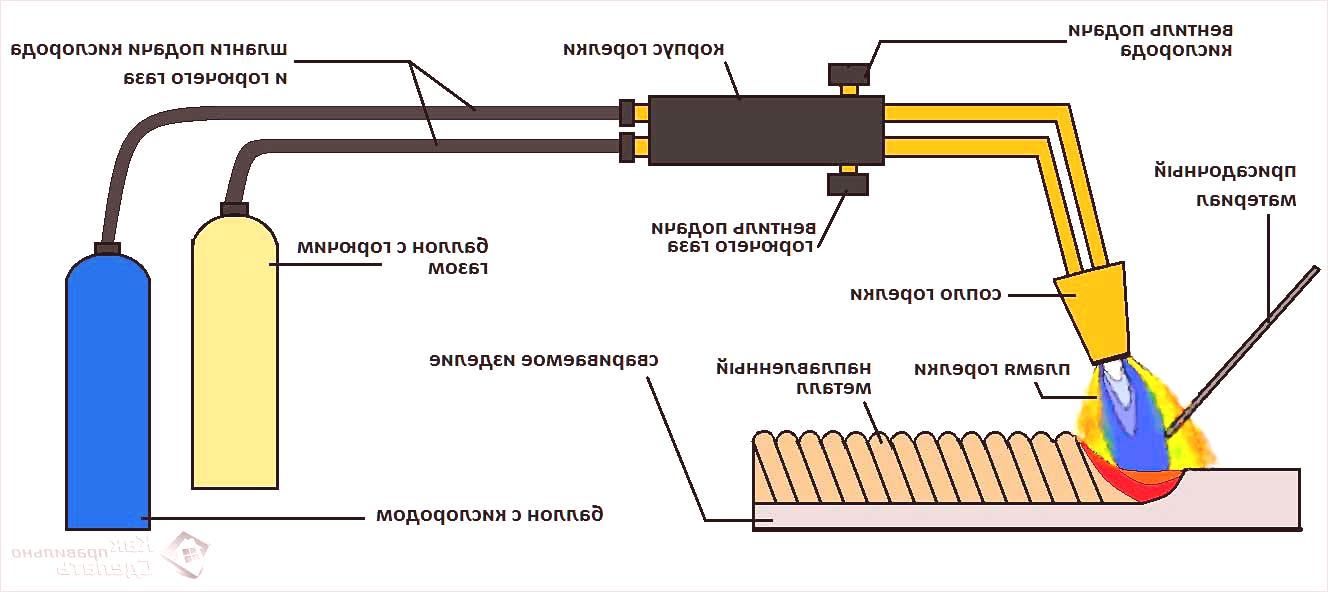
Za rad je potrebno:
- cilindar s kisikom;
- mjenjač;
- acetonski spremnik;
- Aditivne trake;
- plamenik i vrhovi;
- crijeva za dovod plina do plamenika.
 Zavarivanje metala
Zavarivanje metala
Zavarena konstrukcija zahtijeva pričvršćivanje i čišćenje površine, pri čemu je debljina metalnog zida od 5 mm izveden klizni rub. Preliminarna pokrivenost zavarenih površina fluksom će stvoriti film koji štiti od oksidacije i učinit će šav jačim. Izgaranje podupire mješavinu kisika i acetilena, što rezultira da rastaljeni metal ispunjava prazninu. Ova metoda je manje rasprostranjena jer je skuplja, a rad s plinom je opasniji i zahtijeva obuku plinskog zavarivača.
Poboljšanje njegove kvalitete omogućuje da se aditiv odabere upravo za te svrhe. Za cijevi s tankim stijenkama koristi se metoda zavarivanja "pravo na lijevo". Šipka za punjenje hrani se ispred plamenika. Ravnomjerno taljenje aditiva i rubova omogućuje stvaranje pouzdanog i preciznog šava. Pokrivanje šavom stvara tok koji štiti od oksidacije. Cijevi s debelim zidovima povezuju šav "s lijeva na desno", aditiv je iza plamenika. Nakon hlađenja, šav je potrebanpoboljšanje. Svaka faza zahtijeva provjeru geometrije, pri otkrivanju izobličenja potrebno je uskladiti dizajn.
Plinske plamenike je bolje ne koristiti za spajanje tankoslojnih profilnih cijevi zbog visoke temperature, jer se rubovi proizvoda taljenja i deformiranja.
Plinsko zavarivanje je skuplja metoda, jer je kupnja acetilena mnogo skuplja od one koja se koristi za elektrolučno zavarivanje električne energije. No, u nedostatku izvora energije, ona postaje neophodna.
Zavarivanje kontakta

Korisni savjeti
 Okvir čvrstog profila
Okvir čvrstog profila
Zavarivanje profilnih cijevi vlastitim rukama ima nekoliko tajni:
Uz malo iskustva s aparatom za zavarivanje, možete lako zavariti potrebnu konstrukciju od profilnih cijevi. Video s objašnjenjima profesionalnih zavarivača pomoći će vam da shvatite detalje.
Video
Ovaj video prikazuje kako se izvodi poluautomatsko zavarivanje profilnih cijevi žicom za zavarivanje:
Ovaj video nije obrazovni. Prikazana metoda omogućuje zavarivanje vrlo tankog profila bez vještine, bez spaljivanja:







