S izumom iz 1957. godine, metoda polimerizacije vinila započela je s upotrebom polipropilenskih cijevi. Zbog izvrsnih tehničkih karakteristika i niske cijene, zamijenili su klasične metalne cjevovode iz mnogih kućanskih i industrijskih zgrada. Od njih skupljati sustave hladne i tople vode, grijanje, grijanje. Jedina poteškoća je samo lemljenje polipropilenskih cijevi, što je potrebno za njihovu vezu.
S izumom iz 1957. godine, metoda polimerizacije vinila započela je s upotrebom polipropilenskih cijevi. Zbog izvrsnih tehničkih karakteristika i niske cijene, zamijenili su klasične metalne cjevovode iz mnogih kućanskih i industrijskih zgrada. Od njih skupljati sustave hladne i tople vode, grijanje, grijanje. Jedina poteškoća je samo lemljenje polipropilenskih cijevi, što je potrebno za njihovu vezu.
- Svojstva polipropilena
- Vrste cijevi
- Značajke alata za lemljenje
- Tehnika spajanja
- Postupak zavarivanja
- Pogreške u radu
- Podešavanje ugradnje
Svojstva polipropilena
 Polipropilen je bezbojni materijal dobiven polimerizacijom propilenskog monomera uz dodatak katalizatora. Odlikuje se kemijskom otpornošću na djelovanje raznih otopina anorganske klorovodične kiseline, kiselog ili alkalnog tipa. Materijal ne upija tekućinu i ima dielektrična svojstva.
Polipropilen je bezbojni materijal dobiven polimerizacijom propilenskog monomera uz dodatak katalizatora. Odlikuje se kemijskom otpornošću na djelovanje raznih otopina anorganske klorovodične kiseline, kiselog ili alkalnog tipa. Materijal ne upija tekućinu i ima dielektrična svojstva.
Točka taljenja je oko 170 stupnjeva Celzijusa, a tvrdoća oko 55 MPa. On podnese utjecaj hladnoće na -15 stupnjeva bez mijenjanja njegovih svojstava, premda vrijednosti ispod ove temperature postaju krhke.
Polipropilen se zbog svojih svojstava naširoko koristi kao materijal za proizvodnju vodovodnih cijevi. Polimer koji se koristi za njihovu proizvodnju, a koji ne šteti okolišu i ne zahtijevaposebno recikliranje. Njegovo izvrsno prianjanje na metal omogućuje vam izradu raznih vrsta spojnica komprimiranjem s mjedenim umetcima od nikla s navojem.
Kada se zagrijava više od 160 stupnjeva, polimerni materijalomekšava i postaje duktilan . A kad se ohladi vraća svoju tvrdoću. Ovo svojstvo se koristi kod spajanja raznih dijelova cjevovoda od plastike. Lemilica (željezo) se koristi za izvođenje ne-odvojivog spoja. U ovom slučaju, da biste koristili lemilo za polipropilenske cijevi, nije potrebno posebno znanje.
Polipropilen
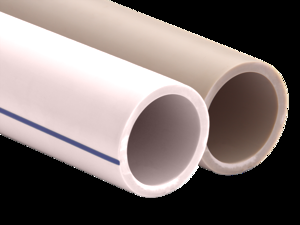
Vrste cijevi
Polipropilenske cijevi (PAPs) mogu prenositi i hladnu i toplu vodu. Ovisno o zahtjevima za vodoopskrbu koriste se integralne ili ojačane konstrukcije. Ojačanje omogućuje smanjenje temperaturnih ekstenzija.

Može se ispunitina sljedeće načine :
- obložene aluminijem na vanjskoj strani cijevi;
- dodavanjem aluminijske mreže u sredini strukture;
- ojačanje fiberglasom;
- fuzijom kompozitnog materijala s vlaknastim vlaknima.
Ovisno o vrsti armature, upute za lemljenje polipropilenskih cijevi malo se mijenjaju.
To je više za uređaje koji koriste aluminij. Plastične cijevi označene su latiničnim slovima PN i brojem iza njih. Ovi brojevi predstavljaju najveći pritisak koji može izdržati dizajn koji je uzet od njih. Da, PN 20pokazuje da tlak u sredini dovoda vode može doseći 2 MPa.
Tehničke značajke korištenih vrsta PPR-a i značajke njihove povezanosti za vizualizaciju prikladno su sažete u tablici:
| Tip armature | Ovaj parametar je najviša temperatura vode, C0 | Stupanj deformacije | Najveći tlak, atm | Primjena | Značajke povezivanja |
| bez armature | 60 | prosjek | 1 | opskrba hladnom vodom | - |
| perforacija aluminija | 70 | prosjek | 1.5 | prijenos vrućeg ili hladnog medija | zahtijeva uklanjanje perforacije prije lemljenja |
| fiberglas | 90 | nisko | 2 | sustavi grijanja, topli podovi | ne zahtijeva skidanje |
| kompozitni materijal | 95 | nula | 3 | ili | vrijeme završne veze je tri minute |
Stoga je područje primjene polipropilenskih cijevi opsežno. A njihova otpornost na koroziju i vanjske utjecaje, mehanička čvrstoća, izdržljivost, jednostavnost ugradnje i niska cijena čine ih popularnima. Mnogo toga olakšava jednostavnost povezivanja dijelova konstrukcije, što osigurava pouzdanu, nedjeljivu vezu. Za usporedbu, instalacija cijelog sustava vlastitim rukama traje pet do šest puta manje vremena od metala.
Polipropilenske cijevi Vidite cijevi i njihovu razliku
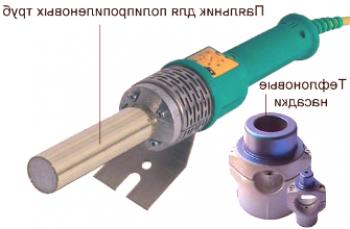
Značajke alata za lemljenje
 Kako bi se zavarile polipropilenske cijevi, nije potrebno pozivati ihprofesionalno, sve operacije se mogu obavljati samostalno. Ali treba napomenuti da je zajednički rad mnogo prikladniji. Alat koji se koristi za povezivanje naziva se lemilica ili željezo. Klasificirajte ga na dva načina: izvedbu dizajna i snagu.
Kako bi se zavarile polipropilenske cijevi, nije potrebno pozivati ihprofesionalno, sve operacije se mogu obavljati samostalno. Ali treba napomenuti da je zajednički rad mnogo prikladniji. Alat koji se koristi za povezivanje naziva se lemilica ili željezo. Klasificirajte ga na dva načina: izvedbu dizajna i snagu.
Unatoč konstruktivnim razlikama i mnogim robnim markama, načelo rada uređaja je isto. Poput običnog željezaimaju dva glavna elementa : grijač i termoregulator. Osim toga, obvezujuće obilježje lemljenja su mlaznice. Smatraju se potrošnim materijalom i prodaju s lemilicom, kao i zasebno u maloprodaji. Mlaznice su izrađene od materijala koji provodi toplinu, pokrivene na vrhu teflonskog sloja. Priključak se sastoji od dva elementa: jedan s udubljenjem, a drugi s ramenima. Uz njihovu pomoć postoji i grijanje unutarnje i vanjske površine cijevi i fitinga.
Termoelement se nalazi u sredini kućišta, na koji su pričvršćene mlaznice. Za ravnomjerno grijanje i jednostavnu uporabu, njihov položaj je relativno koaksijalan. Kada uključite uređaj u mreži od 220 volti, termopar se zagrijava odašiljanjem topline u lemnu ljusku. A on, zauzvrat, zagrijava mlaznice. Uz pomoć termostata prikazuje se i održava potrebna temperatura grijanja.
Čim termoelement fiksira željenu temperaturu, aktivira se termoelement, a napon napajanja grijača se zaustavlja. Kada temperatura padne za dva do tri stupnja, grijač je spojenponovno.
Tehnika spajanja
 Kako bi se ispravno spojila polipropilenska cijev, kupnja lemilice neće biti dovoljna. Kao iu svakom slučaju, potrebno je iskustvo, pa profesionalci preporučuju početnicima da najprije počnu raditi na uzorcima, a zatim idu na zavarivanje glavnog dizajna.
Kako bi se ispravno spojila polipropilenska cijev, kupnja lemilice neće biti dovoljna. Kao iu svakom slučaju, potrebno je iskustvo, pa profesionalci preporučuju početnicima da najprije počnu raditi na uzorcima, a zatim idu na zavarivanje glavnog dizajna.
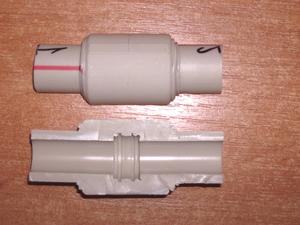
Prije početka radatrebalo bi provesti brojne pripremne radnje . To se odnosi na spojne dijelove i uređaj za lemljenje. Načelo zavarivanja temelji se na taljenju dvaju dijelova, nakon čega slijedi njihovo fizičko međusobno spajanje do kristalizacije. Kako bi zavareni šav bio siguran, jedan od zavarenih dijelova se umeće u drugi na dubini od 13 do 32 milimetara, ovisno o promjeru dijelova. Zavarivanje dviju cijevi odvija se preko fitinga. Oni dolaze u različitim oblicima i veličinama. Svaki priključak je dizajniran za određeni promjer cijevi, pa je kod lemljenja potrebno biti oprezan.
Kada se koristi ojačana cijev s aluminijskom folijom, umetnuti kraj u mlaznici mora se očistiti od njegovog sloja. Čišćenje se vrši mehaničkim putem pomoću posebnog alata. Ali budući da je ovaj gadget skup, često se koristi nožno platno. Oni su začinjeni cijevi u krugu do dubine rasporeda armiranog sloja, a zatim odrezani nožem. Ovaj pristup zahtijeva vještinu i iskustvo.
Prije rezanja, detalje je potrebno odrezati na željenu duljinu, očistiti od prljavštine i odmašćiti. U tu svrhu dopušteno je koristiti izopropil, izobutilili etil alkohol. Upotreba acetona, bijelog alkohola, benzina ili votke nije dopuštena zbog otpuštanja polipropilena nakon njihovog utjecaja.
Čahure prije rada također se moraju očistiti krpama. Potrebno je obratiti pozornost na integritet teflonskog sloja, nemoguće je koristiti mlaznice s oštećenim premazom. Stoga je zabranjeno čišćenje metalnih predmeta ili abraziva. U slučaju snažnog sagorijevanja drva se koriste. Za praktičnost čišćenja mlaznice preporučuje se malo zagrijavanje uz pomoć lemila.
U posljednjoj fazi pripreme cijelom promjerom cijevi označena je crta koja pokazuje dubinu zavarene zone. Ta veličina treba odgovarati dubini fitinga. Tada već možete izravno pristupiti zavarivanju.
Kako napuniti polipropilenske cijevi
Postupak zavarivanja
Nakon završetka svih pripremnih radnji, možete se prebaciti na lemljenje. Da biste to učinili, pomoću odvijača pričvrstite mlaznicu potrebnog promjera na lemilo. S koje se strane nalazi vanjski ili unutarnji dio, vrijednost nije važna, najvažnije, da izdrži njihovu toleranciju.

Željezo za lemljenje polipropilenskih cijevi postavlja se na ravnu površinu, uključuje se i zagrijava 10 do 15 minuta. Da bi se veza pravilno lemila,možete koristiti slijedeće uputeza lemljenje polipropilenskih cijevi:
| Promjer, mm | Vrijeme zadržavanja u zagrijanoj mlaznici, sek. | Vrijeme kristalizacije spoja, sek. | Puno vrijeme hlađenja, sek. | Dubina taljenja, mm. |
| 20 | 6 | 42 | 14 | |
| 25 | 7 | 4 | 2 | 16 |
| 32 | 8 | 6 | 4 | 18 |
| 40 | 12 | 6 | 4 | 20 |
| 50 | 23 | 6 | 4 | 23 |
Lemljenje polipropilenskih cijevi, tehnologija, alati
Pogreške u radu
 Točan lem predstavlja vezu prema karakteristikama, ne razlikuje se od monolitne konstrukcije. Za postizanjepotrebno je ne samo koristiti željezo za polipropilenske cijevi, nego i izbjeći greške u procesu grijanja i faze fiksiranja dijelova cjevovoda.
Točan lem predstavlja vezu prema karakteristikama, ne razlikuje se od monolitne konstrukcije. Za postizanjepotrebno je ne samo koristiti željezo za polipropilenske cijevi, nego i izbjeći greške u procesu grijanja i faze fiksiranja dijelova cjevovoda.
Uobičajene pogreške tijekom instalacijemogu se podijeliti u nekoliko tipova :
Ugađanje instalacije
Profesionalci postižu visoku kvalitetu zavarivanja koji se besprijekorno pridržavaju pravila zavarivanja. Za to koriste male trikove. Prije svega, kada je u pitanju veza, važno je održati toleranciju. Lako je to učiniti. Tajna jednake osi je nanošenje paralelne linije s tankom markicom ili olovkom na površinu i ugradnju cijevi. Nakon topljenja trebat ćete samo pažljivo kombinirati ove linije.

Za pričvršćivanje lemljenja u svojoj konstrukcijikoristimo ponderiranu nogu . Međutim, zbog loše kvalitete mlaznica ili nedovoljnog zagrijavanja istih, vađenje rastaljenih elemenata cjevovoda od njih može dovesti do prevrtanja uređaja. Stoga je preporučljivo provoditi zavarivanje s pomoćnikom u čijem je zadatkuće zadržati lemilo nepokretno.
Da bi rez bio jednak,upotrijebite posebne makaze . Uz njihovu pomoć, plastična cijev se reže točno i bez napora. Ako je rezultat neujednačen, može se uskladiti s datotekom. Istodobno, nakon poravnanja, cijev treba puhati i po potrebi ukloniti.
Pri odabiru mlaznica prednost treba dati onima od metaliziranog teflona. One se ravnomjerno zagrijavaju i lako se čiste. Za kućne potrebe uređaj će stati na snagu od 1,2 kW. To će biti sasvim dovoljno za zavarivanje cijevi promjera do 50 mm
Stoga za cijevi za lemljenje nije potrebno posebno znanje, što je najvažnije, pridržavati se postupka lemljenja i slijediti preporuke. U isto vrijeme, budući da temperatura lemljenja doseže visoke vrijednosti, potrebno je pridržavati se sigurnosne tehnike kako bi se spriječila mogućnost opeklina.
NEMOJTE lemiti polipropilenske cijevi!