Lemci se mogu koristiti u raznim industrijama i imaju različite oblike proizvodnje: čaše, žice, šipke, folije itd. Kemijski sastav upotrijebljenog lema ovisi o tome što je potrebno talištu, vrsti priključnih dijelova i njihovoj veličini i iz drugih parametara.
Čipovi se mogu temeljiti na sljedećim metalima:
- kositar;
- srebro;
- cink;
- antimon;
- olovo;
- bakar.
Važno je napomenuti da lemljenje treba imati nižu točku taljenja u usporedbi s metalima iz kojih se proizvode glavne komponente, samo neznatno grijane u procesu lemljenja i ne podliježu deformacijama. To čini lemljenje mnogo povoljnijim načinom spajanja od zavarivanja.
Temperatura taljenja među lemovima je sljedeća: nisko taljenje (145 do 450 ° C), taljenje (do 1100 ° C) i visoko taljenje (do 1850 ° C). Lagani su za meko lemljenje, taljenje i visoko taljenje - za čvrsto lemljenje.

Čvrsti lem za bakrene cijevi
Osim lemljenja, tzv. Fluks koji se koristi za lemljenje koristi se za zaštitu površina za oksidaciju od lemljenja. Da biste dobili čvrstu vezu pomoću metode lemljenja, važno je odabrati upravo lem i fluks.
- Zašto trebate umak i obroke
- Na kojim fizikalnim i kemijskim procesima se temelji lemljenje
- Lemljenje bakrenih cijevi. Vrste lemljenja
- Video - Lemljenje bakrenih cijevi
Zašto trebate umak i obroke

Lemljenje bakrenih cijevi
Juhapotreban za dobivanje čvrstog šava. Često se bez nje ne može izbjeći proces spajanja cijevi različitih namjena, uključujući bakar.
Na kojem se temelji fizikalno-kemijski proces lemljenja

Bakrene cijevi razmaknute
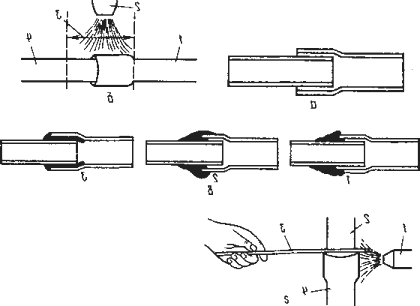
Prilikom lemljenja taloga, pri zagrijavanju, najprije se omekša, a zatim se pretvori u tekuće stanje. Ovaj temperaturni interval naziva se zona taljenja za lemljenje. Priključni dijelovi zagrijavaju se tijekom lemljenja, ali ga ne pretvaraju u tekuće stanje. Proces fuzije tekućeg lema nastaje kada temperatura lema postane viša od točke taljenja. To je tzv. Radna temperatura. Rastopljeni lem oštećuje metal, koji uzrokuje protok spoja, i eliminira praznine između spojenih bakrenih cijevi.
Vrijeme lemljenja ili razdoblje od zagrijavanja mjesta lijepljenja do trenutka pretvaranja lema u kruto stanje kristalizira u prosjeku 4-5 minuta. Također je potrebno da alat za lemljenje generira toliko topline da u 2 minute zagrijavanja rastopljeni lem reagira s spojenim površinama. U tom slučaju fluks i dijelovi se ne pregrijavaju.
Za vrijeme lemljenja, lemljenje ulazi u fizičke i kemijske interakcije s bakrenim cijevima. Ta se sposobnost naziva lemljenje.
Sama priroda svih fizikalnih i kemijskih procesa koji se javljaju u lemljenju vrlo je složena i potpuno neproučena. Međutim, cijeli postupak lemljenja može se ukratko opisati kako slijedi. Stupnjevi pripreme u formiranju spoja mogu se smatrati zagrijavanjem, taljenjem i vlaženjem,ili kontakt tekućeg metala s zagrijanom površinom dijela. Kao rezultat vlaženja čvrstog metala tekućinom, površina čvrstog metala je zamijenjena krutom fazom tekuće-krute tvari. U njemu se nalaze rješenja-difuzija, difuzija i kemijski procesi interakcije između tekućeg lema i kombiniraju se s detaljima (bakrene cijevi). Kao rezultat, popunjavaju se sve praznine, stvara se čvrsta veza između lema i dijelova. Nakon taloga, kristalizira se u procesu hlađenja i formira se šav.Lemne bakrene cijevi. Vrste lemljenja
Bakar zbog svoje slabe tendencije korozije savršeno je zalemljen. U ovom slučaju, nema potrebe za korištenjem teških topničkih sredstava za pripremu međusobno povezanih površina. Srebro, kositar i drugi metali i legure najbolje je kontaktirati u procesu lemljenja s bakrom.

REMS bakreno cijev za lemljenje
Bakreni cjevovodi koriste kapilarni lem na temelju fenomena kapilarnosti, tj. Mogućnost protoka fluida kroz uske kanale zbog adhezije, čak iu smjeru suprotnom od djelovanja gravitacije. Zbog toga svojstva mlaznica može ravnomjerno popuniti praznine, bez obzira na položaj cijevi.
Ponašanje lemljenja u lemljenju
Istodobno se lemljenje može provesti uporabom i taljivih lemova, te srednje i visokog taljenja. Prvi je napravljen od niskotemperaturnog lemljenja, drugi i treći su potrebni za visokotemperaturno lemljenje. Izbor lema ovisi o radnim uvjetimadovršen cjevovod.

Lemilica za bakrene cijevi
Za topljenje, nazivaju se i mekani, lemljeni kositar, kao i slava u kojoj je glavni sastojak: kositar-srebro, kositar-bakar, kositar-bakar-srebro. Ovaj tip također uključuje lemljenje na bazi olova. No, to je otrovno, stoga uporaba otapala s ovim metalom nije dopuštena pri instalaciji vodovoda za pitku vodu. Unatoč činjenici da mekani lemljenje nije osobito snažno, s kapilarnim lemljenjem, čak i uz primjenu niskotemperaturnog lemljenja, moguće je dobiti visoke čvrstoće sanitarnih cijevi. Svjetlostno lemljenje služi za spajanje bakrenih cijevi čiji je promjer 6 -180 mm. Oni preferiraju iz jednostavnog razloga što rade na niskim temperaturama. Pri visokim temperaturama bakar može izgubiti svoju tvrdoću.
Kombinacija sinteriranja i visokotemperaturnog lema pod nazivom "tvrdi lem". Za visokotemperaturno lemljenje bakarnih cijevi koristimo bakrene i srebrne lemove i neke druge metale. Oni omogućuju dobivanje izdržljivog i otpornog na učinke visokih temperatura i tlaka.
Bakreno-fosforno otapalo L-CuP6
Najpopularnije među njima:
- srebro;
- bakar-fosfor;
- bakar-srebro-cink.

Fluks za lemljenje bakra, aluminija i drugih metala
Glavna prednost čvrstih lemova je zbog čvrstoće i visokotemperaturne stabilnosti rezultirajućih spojeva.Visoko temperaturno lemljenje provodi se spajanjem bakrenih cijevi promjera 6-159 mm, pri opskrbi vodom promjer cijevi spojenih takvim lemom ne smije biti manji od 28 mm
.U praksi, među mekim otapalima, najpopularniji bakreni-bakreni, bakreno-fosforni lemovi češće se koriste u vezi s bakrenim cijevima. Točna formulacija njihove proizvodnje i postotak komponenti varira među različitim proizvođačima.