Tehnologija zavarivanja polipropilenskih cijevi je prilično mršav i naporan rad, pa prije nego što se nastavi, potrebno je razumjeti značajke tog materijala, njegove specifičnosti i karakteristike izvedbe. Cijevi od polipropilena počele su se proizvoditi prije 15 godina, no nedavno smo osjetili sve prednosti. Sada se cijevi i drugi elementi vodovoda iz ovog materijala prodaju "gotovo na svakom uglu".
- Sadržaj
- Polipropilen - opće informacije?
- Značajke polipropilenskog cjevovoda?
- Šiljak plastičnih cijevi?
- Potrebni alati?
- Proces zavarivanja - stupnjevi i značajke?
- U zaključku?
Sadržaj
- Polipropilen - opće informacije
- Značajke polipropilenskog cjevovoda
- Sprej plastičnih cijevi
- Potrebni alati
- Postupak zavarivanja - stupnjevi i značajke
- U zaključku
Polipropilen - opće informacije?
Polipropilenska modifikacija, takozvani "rand kopolimer", koji ima brojne prednosti, koristi se za proizvodnju cijevi:
- fleksibilnost;
- visoka mehanička čvrstoća;
- visoka otpornost na agresivna okruženja;
- široki raspon stabilnosti temperature;
- nije topljiv u vodi i stoga je ekološki siguran;
- ne deformira se pri niskim temperaturama;
- nema prianjanja na površinu kanala;
- monolitni zavareni spojevi;
- je niskatoplinska vodljivost.
Zavarivanje cijevi omogućuje brzo stvaranje cjevovoda bilo koje konfiguracije
Ovaj se popis može nastaviti i nastaviti, ovdje su samo glavne prednosti kopolimernog randa. Njegova glavna pozitivna kvaliteta, koja nadmašuje sve nedostatke, je ekološki prihvatljiva. Polipropilen ne utječe na kvalitetu vode i općenito je kemijski neutralna tvar. Pokazatelj ekološke prihvatljivosti polipropilena je u tome što je napravljen od pakiranja hrane, posuđa za jednokratnu uporabu, pa čak i medicinske opreme. Osim toga, to je izdržljiv materijal, cijevi su stare najmanje 50 godina, a to nije poslovična figura. To su potvrdili brojni eksperimenti u vodećim europskim laboratorijima.
[include id = "5" title = "RMM je u evidenciji"]
Značajke cjevovoda od polipropilena?
Na modernim plastičnim cijevima postoji masovna zamjena starih željeznih cijevi, koje su već doživjele 3, pa čak i 4 godine njihove prikladnosti. Tehnologija zavarivanja polipropilenskih cijevi toliko je pristupačna da se 70% svih radova na zamjeni ili polaganju novih cjevovoda obavlja na ovom materijalu. Plastične cijevi su mnogo jeftinije od željeza, ali ta dva materijala nisu usporediva tijekom trajanja operacije, osim toga, rad na stvaranju plastičnog cjevovoda mnogo je manji. Cijena također utječe na težinu materijala, vrlo je mala, pa su i troškovi prijevoza mali.
Do danas je razvijena cijela tehnologija zavarivanja cijevi, koja uključuje prianjanje raznih cijevipromjer i svi potrebni tipovi priključaka:
- rundi;
- inkluzije;
- skreće;
- Amerikanci;
- okovi za učvršćivanje i pričvršćivanje, itd.

Inovativna tehnologija zavarivanja pn cijevi osigurava visokotehnološki spoj različitih komponenti
Plastični sklop cijevi ima veliki broj primjena koje omogućuju sastavljanje sustava bilo koje složenosti, oblika i konfiguracije. Jedini minus polipropilenskih cjevovoda je njihova nepovratnost, tj. Ukidanje sustava eliminirano je, da tako kažem, "stoljećima".
Važno! Izliveni ili zavareni spoj se ne može erodirati, a dio se koristi dvaput. Stoga, kada radite s ovim materijalom, morate imati hladan um i čvrstu ruku, kao i potrebnu skicu budućeg sustava vodoopskrbe ili grijanja.
Razumijevanje značenja procesa zavarivanja plastičnih cijevi sposobno je za svakoga, ali u ovom slučaju početnici nisu sretni, jer su žurba i nepažnja prvi neprijatelji bilo kojeg čarobnjaka. Međutim, kada se radi s plastičnim cijevima, kao i kod bilo kojeg drugog materijala, najvažnije je pravilo: "Mjeri sedam puta - jednom lemiti".Šiljak plastičnih cijevi?
U skladu sa suvremenim standardima i konceptima, proces zavarivanja naziva se topokemijska reakcija, pri čemu dolazi do rascjepa veza u polaznim materijalima i stvaranja nove kemijski stabilne veze. Kao rezultat uspješne reakcije dva plastična elementa tvore čvrsti monolitniveza. Općenito, tehnologija zavarivanja polietilenskih cijevi ne razlikuje se od adhezije polipropilena, jedina razlika je u veličinama, alatima i svrsi budućeg sustava. Također, tehnologija zavarivanja IPD cijevi je slična procesima spužve drugih vrsta plastičnih proizvoda. Radi jasnoće, pokušat ćemo se nositi s nijansama zavarivanja polipropilenskih cijevi, a onda će sve postati jasno.

Zavarivanje cijevi od propilena i polietilena zahtijeva od umjetnika točnost i vještinu
.Potrebni alati?
Prvi se ne može zaobići - to je zavareni uređaj, po svom principu djelovanja ne razlikuje se mnogo od željeza ili lemilice, osim izgleda. Lemilica (kao zavareni uređaj naziva se obični korisnici) sastoji se od:
- termostata;
- grijaću ploču;
- vlasnik ili olovka.
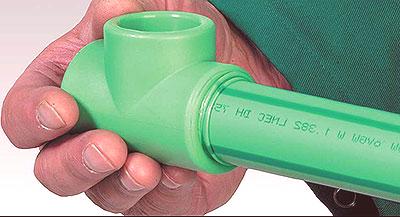
Grijaća ploča ima dva otvora koji omogućuju pričvršćivanje ljepljivih elemenata na njega. Budući da je princip spajanja polipropilenskih cijevi zavarivanje same cijevi, iz koje je strukturni dio, onda par ljepljivih elemenata, naravno, imaju različite veličine. Najčešći su cijevi promjera 20 i 32 mm.
[include id = "6" title = "RMM je u evidenciji"]
Standardni kit za lemljenje ima četiri seta mlaznica: 20, 25, 30 i 40 mm, što vam omogućuje zavarivanje cijevi zajedničke namjene, na primjer, za opskrbu vodom ili grijanje. Mlaznice spigota izrađene su od običnih željeza, koje je prekriveno posebnim teflonskim slojem koji sprječava lijepljenjeplastične na površinu elementa.

Sve što je potrebno za zavarivanje cijevi od polipropilena i polietilena
Obratite pozornost! U kompletu sa zavarivačem nalazi se i kratki korisnički priručnik koji slijedi preporuke koje mogu lako ovladati procesom spajanja plastičnih cijevi.
Proces zavarivanja - stupnjevi i značajke?
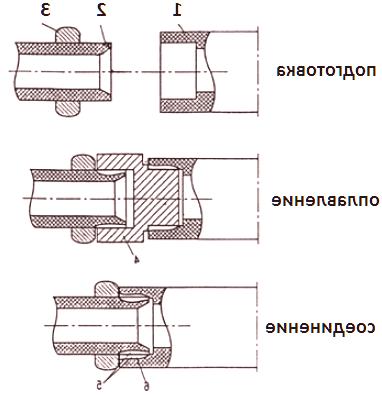
postupak zavarivanja, gdje:cijevni priključak;
2 - skošenje na kraju cijevi;
3 - restriktivna stezaljka ili naljepnica.
Važno! Grijanim dijelovima strogo je zabranjeno pomicanje oko svoje osi, povezivanje s brzim i samouvjerenim pokretom, uz pridržavanje koherentnosti elemenata.
U zaključku?
Što je najvažnije, nemojte žuriti, budite pažljivi i oprezni, jer cijeli proces prati uporaba električne energije, koja je u nekim slučajevima čak i oružje u neprobojnim rukama. Proces lemljenja plastičnih cijevi zahtijeva stalnu praksu, ako nije moguće steći njegovu djelatnost, bolje je obratiti se stručnjacima.