Polietilenske cijevi (HDPE) promjera od 20 do 1200 mm široko su rasprostranjene zbog svojih prednosti i jednostavnosti ugradnje. Koriste se za polaganje plinskih i vodovodnih cijevi, unutarnje, vanjske, olujne kanalizacije. Ovisno o namjeni, polietilenske cijevi mogu biti pod tlakom ili bez pritiska. Drugi se koristi samo za kanalizacijske sustave.
Polietilenske cijevi mogu se spojiti na tri načina, od kojih je jedan rascijepljen (spoj s prirubnicama i armaturama), a ostala dva su zavarena bez skidanja (zavarena posebnom opremom lakiranom ili elektromagnetskom). Zavezani spojevi su najjači, šavovi su nepropusni za zrak, otporni na utjecaj kemijski agresivnih okruženja.
- Pripremni postupak prije zavarivanja cijevi IPA-e
- Zavarivanje elektro-mufom
- Princip metode elektromotornog zavarivanja
- Tehnologija zavarivanja za IPD cijevi pomoću elektromotora
- Video - Elektro prigušeno zavarivanje cijevi PND-a
- Zavarivanje štapova IPD cijevima vlastitim rukama
- Tehnologija čeonog zavarivanja polietilenskih cijevi
- Video - Šavovi zavarenih polietilenskih cijevi
Pripremni postupak prije zavarivanja cijevi IPA-e
Bez obzira na vrstu IPP zavarivanja cijevi, prije početka rada treba poduzeti brojne pripremne mjere. Naime:
- nabaviti i donijeti cijevi i pričvrsne elemente (izravni priključci, kutovi, T i druge spojne elemente), stezaljke iredukcijski umetci koji odgovaraju promjeru zavarenih cijevi;
- urediti i osloboditi od stranih tijela radnu platformu na kojoj će se nalaziti oprema za zavarivanje;
- mehanički obraditi krajeve IPD cijevi i svih priključaka.
Oprema za zavarivanje prije rada treba temeljito provjeriti radi li se o upotrebljivosti i učinkovitosti. Redoslijed pripreme opreme je sljedeći:
- vizualno pregledati čvorišta aparata za zavarivanje, provjeriti jesu li uzemljenja i električne žice upotrebljive, provjeriti noževe olovke do stupnja oštrine;
- dodatno pripremiti električni generator, nadopuniti ga gorivom i provesti ispitivanje uključivanja;
- dijelovi opreme (strugač, zaglavlje, grijač) se očiste od prljavštine i tragova pričvršćenog polietilena prije rada, zatim se sve površine odmašćuju otapalom;
- na hidrauličkom sustavu opreme za zavarivanje obavezno provjeriti prisutnost ulja i njegove razine, provoditi ispitivanja radne sposobnosti pomične stezaljke, nakon čega podmažite sve rubne dijelove opreme posebnim sastavima;
- provesti inspekciju svih dostupnih mjernih instrumenata.
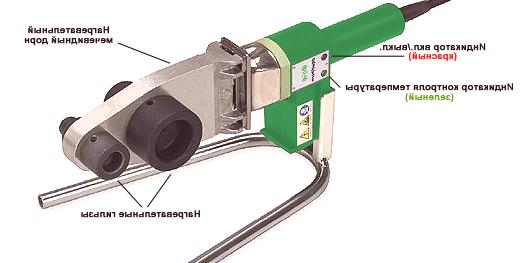
Elektromotor za zavarivanje

Elektromotorni zavareni
Uspoređujući elektro-spajanje i zavarivanje spojeva, prvi je ekonomski manje povoljan, ali je vrlo pogodno to učiniti u slučajevima kada se rad obavlja u teškim uvjetima s minimalnim radnim prostorom. Elektro-mufer zavarivanje čestoKoristi se za popravak IPD cijevi (posebno za cijevi promjera do 160 mm) i razgranate instalacije u već postojećem cjevovodu. Zavarani šavovi nakon kvalitetnog rada mogu izdržati pritisak do 16 atmosfera.
Princip metode elektromotornog zavarivanja

Uređaji za elektromotorno zavarivanje cijevi od polietilenskih cijevi
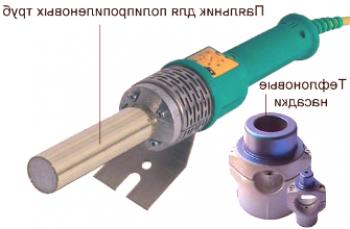
Elektromotor je oblikovani komad od polietilena s umetnutom električnom spiralom u slučaju spojke. Spojnice su izrađene za cijevi različitih promjera i kalibrirane bar kodom, što ukazuje na uvjete temperaturnog režima, trajanje grijanja i druge informacije za rad. Ako se izvodi pravocrtno zavarivanje IPD cijevi, prigušnica se koristi u jednostavnim oblicima, za ugradnju drugih konstrukcija, tu su teflonski elektrificirani, sedla i drugi dijelovi izrađeni od polietilena sa sličnim elektrospirima.

Montaža dijelova za polietilenske cijevi
Princip je sljedeći: nakon dovoda električne struje u zavojnicu spojnice dolazi do povećanja temperature okolnog sloja polietilena i njegovog taljenja. Nakon toga se krajevi polietilenske cijevi ispod spojke zagrijavaju. U tom slučaju, cijev se širi, tvoreći potreban pritisak za visokokvalitetno zavarivanje. Nakon odvajanja napajanja, cijev se hladi, a zavareni spoj sa zavarenom spojnicom, učvršćuje se, tvori kruti nepropusni spoj.

Cijev u presjeku nakon elektro-muft zavarivanja
Tehnologija zavarivanja za IPD cijevielektrično ožičenje
Prije postupka zavarivanja pripremite: uklonite kontaminaciju iz cijevi, očistite njihov rub, odmastite unutarnju površinu elektromotorne sile.
Nakon toga se rubovi cijevi umetnu u spojnicu i učvrste sve konstrukcije u pozicioner.
Da biste pronašli parametre zavarivanja, očitajte barkod na oblikovanom dijelu ili ručno unesite specificirane vrijednosti na električnom zavarivaču.
Kontakti elektromotora i aparata za zavarivanje međusobno su povezani i napon napajanja.
Na kraju postupka spajanja, spojnice i krajevi cijevi se isključuju zbog napajanja električnom energijom, a dizajn se ostavlja da se ohladi, strogo se pridržavajući svoje nekretnine. Nakon što se cijev ohladi, izvlači se iz pozicionera i ispisuje protokol zavarivanja.
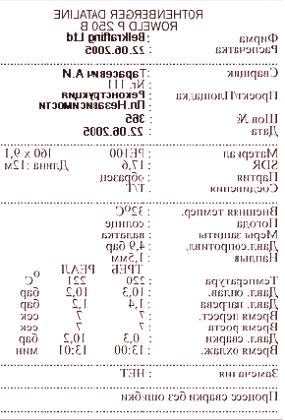
Protokol za zavarivanje
Ako je zavarena cijev velikog promjera, predmet se može dodati tehnologiji za dodatno zagrijavanje dijelova.
Video - Elektro prigušeno zavarivanje cijevi IPA-e
Zavarivanje utičnica IPD cijevi vlastitim rukama

Oprema za sučeono zavarivanje cijevi, IPA
Zavarivanje štapovima je tehnološki složeniji postupak od spajanja IPD cijevi s elektromotornom silom. Rad se može obaviti samo uz kvalifikaciju zavarivača i relevantno radno iskustvo.

Oprema za sučeono zavarivanje polietilenskih cijevi
U slučaju izvijanja nastaje monolitni šav, koji ne popušta tehničkim parametrima drugih površina polietilenskih cijevi, ne narušavafleksibilnost dizajna. Na taj način međusobno spojite cijevi, kao i ugradite priključke i druge dijelove.

Kompozitno zavarivanje koristi se samo za spajanje dijelova iste vrste polietilena, promjera, SDR, debljine stijenke veće od 4,5 mm i promjera više od 50 mm. Temperaturni režim rada mora odgovarati rasponu od -15 ° C do + 45 ° C.
Tehnologija zavarivanja polietilenskih cijevi
U pripremnoj fazi provjeriti ovalnost polietilenskih cijevi, usporediti debljinu njihovih zidova, sukladnost SDR zavarenih dijelova. Nakon toga, s krajeva udariti čips, nejednakosti (moguće je koristiti električna pila, koja reže cijevi pod kutom od 90 °), očistiti od zagađenja (prašina, pijesak, vlaga, itd.).
Cijevi se ugrađuju u centralizator, održavajući razmak između krajeva od oko 4 cm.
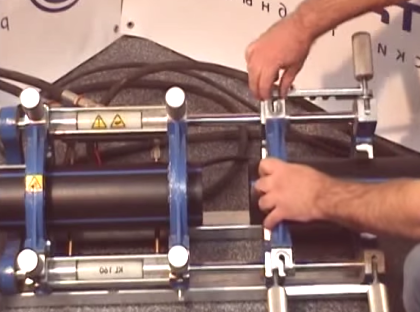
Cijevi se ugrađuju u centralizator, održavajući razmak između krajeva od oko 4 cm
Nakon toga se formiranje primarne rešetke vrši taljenjem krajeva cijevi na aparatu za zavarivanje.
Grijač utječe na krajeve IPD cijevi. U tom slučaju, toplina se širi duboko u polietilen, počinje proces njegovog topljenja.
Nakon određenog vremena držanja grijaćeg dijela zavarivača na krajevima cijevi, koji se bira ovisno o veličini i debljini proizvoda, pažljivo se uklanja i grijane cijevi međusobno povezuju. Važno je da vrijeme potrebno za uklanjanje aparata za zavarivanje ikanali grijanih krajeva cijevi bili su minimalni.
Na vrućem polietilenu, nakon pristajanja, formira se konačna rešetka. Pravilan tlak osigurava stroj s hidrodinamičkim transporterom.
Kad se polietilen ohladi, pojavit će se jednolični zapečaćeni šav - hrpa. U slučaju grešaka u procesu /ugradnji, šav se ispostavlja heterogenim ili zakrivljenim. Važno je izbjegavati međusobno pomicanje zidova cijevi za više od 10% debljine njihovih zidova.
Pojava ispravne i pogrešno zavarene LNG cijevi
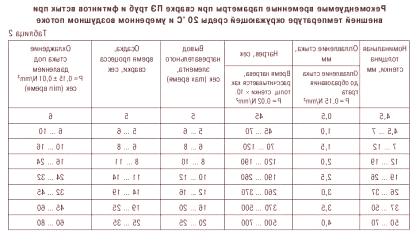
Tablica s preporučenim vremenskim parametrima za premošćivanje zavarivanja polietilenskih cijevi